




SAF2205��SAF2507�p��P䓺��ӽM���c�����о�
����Դ��www.tjhbrc.com �l���r�g��2017-06-29 12:59 �g�[����

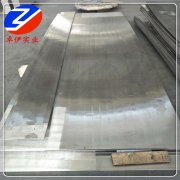
SAF2205��SAF2507���Ӿ����ý��٘O늻������ӷ�ʽ���¿���ʽ��X�Σ����ö��Ӷ���������l�քeʹ��E2209��E2594�������^�M�����^�z�飬������ҧ߅���Ѽy��δ�ۺϡ�δ������ס��A����ȱ�ݣ����p��ߞ�1��3mm���y�ú���SAF2205��SAF2507���p�ijɷ����1��ʾ��
Ԫ�� C Si Mn Cr Ni Mo N
SAF2205���p�ɷ� 0.03 0.54 0.2 25.4 9.4 3.98 0.24
SAF2507���p�ɷ� 0.02 0.51 1.0 23.4 8.6 2.97 0.16
��ͬ�ӵĺ��ӗl���ɷN���ϵĺ��p�^�Լ���Ӱ푅^�ĽM���ΑB��e�^��SAF2205���p�^�͟�Ӱ푅^�ĽM���cSAF2507����^�ִ����@ʾ��κ�ϽM������������������^�Ĵ���ɷN���Ϻ��p���������������50%��SAF2205��Ӱ푅^��������ܺ��ӵ�Ӱ��^���F���w�����_��65%��SAF2507��Ӱ푅^��������ܺ��ӵ�Ӱ��^С����������ӷ����������SAF2507��SAF2205��Ӱ푅^�����W�����ܺ��Ӽӟ�Ӱ��^��SAF2507ĸ�ġ���Ӱ푺ͺ��p�����g�Զ��h����SAF2205�����^��
- ��һƪ���V�Ͻ�������Ĥ�����g��
- ��һƪ��⁹ܑ��õ���څ�ݡ�����ˮ����